
2024-05-27
Comprender el proceso de laminación en frío del acero al silicio y su importancia en el refinado del acero al silicio le ayudará a comprender los pasos clave involucrados en el proceso. Además, aprenderá sobre los defectos comunes en el laminado en frío del acero al silicio y sus soluciones, así como los avances en la tecnología. , le proporcionará conocimientos valiosos para mejorar su comprensión del proceso. En general, este blog proporciona información que puede beneficiar tanto a los fabricantes como a las personas de los sectores eléctrico e industrial.
Puntos clave
– Descripción general del acero al silicio en la industria
– Pasos involucrados en el proceso de laminación en frío del acero al silicio
– Defectos comunes en el laminado en frío del acero al silicio y sus soluciones
– Avances en la tecnología de laminación en frío de acero al silicio
El acero al silicio , también reconocido como acero eléctrico , desempeña un papel esencial en la industria moderna debido a sus propiedades magnéticas únicas. Es un material importante utilizado en la producción de transformadores, inductores, motores y numerosos tipos de dispositivos eléctricos. El acero mejora drásticamente su resistividad eléctrica y reduce las pérdidas en el núcleo, que son características cruciales para la eficiencia de los dispositivos eléctricos.
En el sector, el acero al silicio se clasifica según su material de silicio, que generalmente varía entre 1,0% y 4,5%. Un mayor contenido de silicio generalmente mejora las características magnéticas del acero, pero lo hace más frágil, lo que exige un manejo y procesamiento cuidadosos.
| Tipos de acero al silicio | Contenido de silicio | Aplicaciones |
| Acero al silicio no orientado | 1,0% – 3,5% | Motores eléctricos, generadores y otras máquinas giratorias. |
| Acero al silicio orientado | 2,5% – 4,5% | Transformadores y enormes inductores. |
El acero al silicio no orientado tiene una propiedad magnética constante en todas las direcciones, lo que lo hace apropiado para girar dispositivos como motores y generadores eléctricos. Por otro lado, el acero al silicio orientado se procesa para tener propiedades magnéticas óptimas en ciertas instrucciones, lo que es ideal para transformadores. y otras herramientas fijas.
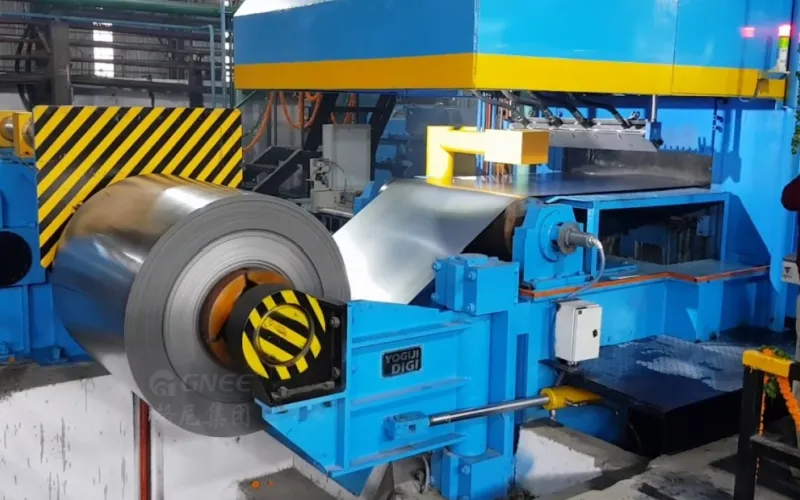
El proceso de laminación en frío es un paso crítico en la producción de acero al silicio, particularmente para los tipos de grano orientado. Este proceso incluye laminar el acero al silicio a un nivel de temperatura ambiente para lograr la densidad preferida y mejorar su acabado superficial y sus propiedades mecánicas. ayuda a afinar la estructura del grano y mejorar las propiedades magnéticas del acero.
El laminado en frío de acero al silicio es un proceso minucioso y altamente regulado que tiene como objetivo generar un producto con propiedades mecánicas y magnéticas exactas. Este procedimiento implica varios pasos esenciales que garantizan la transformación del acero al silicio laminado en caliente en tiras delgadas y de alta calidad. para su posterior procesamiento o uso final. A continuación se detallan algunos pasos vitales incluidos en el proceso de laminación en frío:
1.Decapado
El primer paso en el proceso de laminación en frío es el decapado. Durante el decapado, el acero al silicio laminado en caliente pasa por un baño ácido para eliminar los óxidos que se han formado en la superficie durante el proceso de laminación en caliente. Este paso es crucial ya que limpia la superficie del acero. , asegurando que el posterior procedimiento de laminación en frío sea fluido y eficiente.
2.Laminación en frío preliminar
Después del decapado, el acero al silicio limpio se somete al primer proceso de laminación en frío. Este paso consiste en pasar el acero por un conjunto de laminadores, lo que reduce considerablemente su espesor. La disminución se realiza habitualmente en varias etapas, en cada pasada por el laminador. provocando una tira de acero al silicio más fina y delgada, para lograr el espesor deseado y mejorar las propiedades mecánicas del acero sin presentar defectos.
3.Recocido intermedio
Después del laminado en frío preliminar, se lleva a cabo un procedimiento de recocido intermedio. El recocido implica calentar el acero a un nivel de temperatura específico y luego enfriarlo de forma controlada. Este paso es vital ya que alivia las tensiones interiores y afina la microestructura del acero al silicio. , aumentando su ductilidad y haciéndolo apropiado para más laminados. El recocido intermedio también recupera parte de la trabajabilidad del acero que podría haberse perdido durante el primer laminado.
4. Laminación en frío secundaria
The silicon steel material needs to be subjected to a second cold rolling. This action further decreases the thickness of the steel to its final scale. The secondary cold rolling procedure is done with even greater accuracy to ensure the end product meets rigid specs for density, surface finish, and magnetic properties. The control of rolling criteria during this stage is vital to achieve the desired top quality.
5. Final Annealing
As soon as the silicon steel has reached its final thickness, it undertakes a final annealing procedure. it aims to remove any residual anxieties generated during the cold rolling and to improve the steel’s magnetic characteristics. The final annealing procedure usually involves a precisely managed cooling and heating cycle, which assists in maximizing the grain framework of silicon steel.
6. Finishing Processes
The final step in the cold rolling process involves different finishing procedures. These may include skin removal, which conveys a slight decrease to improve surface finish and flatness; slitting, where the silicon steel is cut right into narrower strips according to client requirements; and final evaluation, where the product is extensively checked for any flaws or non-conformities. All completion guarantees that the silicon steel meets high-quality criteria before being delivered to customers.
Throughout these steps, keeping accurate control over procedure specifications such as temperature level, rolling rate, and tension is vital for generating top-quality silicon steel. The cold rolling process not only boosts the mechanical and magnetic properties of silicon steel but also guarantees that the product satisfies certain demands for its designated applications.
Throughout the silicon steel cool rolling process, numerous common defects can emerge, which can affect the quality and performance of the end product. Recognizing these flaws and their treatments is crucial for preserving high standards in manufacturing. Below, I will talk about several of the most common issues and the approaches to alleviate them.
1. Surface Problems
The surface issue is the primary issue in the cold rolling of silicon steel. These include scrapes, pits, and roll marks, which can substantially affect the product’s magnetic properties and surface.
To remedy surface flaws, it is important to guarantee that the rolling equipment, especially the rolls, is well-kept and free of impurities. Normal evaluations and cleaning of rolls, together with the usage of premium lubrication, can decrease the occurrence of these concerns. Furthermore, executing innovative surface area assessment systems can aid in the early detection and improvement of surface irregularities.
2. Side Splitting
Side-splitting happens when the edges of the silicon steel strip establish cracks throughout the rolling process. This flaw can result in product wastefulness and affect the mechanical properties of silicon steel.
The main reason for side cracking is too much stress throughout rolling. To stop this, it is important to thoroughly manage the rolling tension and ensure uniform circulation of tension throughout the strip. Using side heating systems and maximizing the pass timetable can additionally aid in reducing the occurrence of side cracking.
3. Waviness
Waviness, or unequal thickness across the width of the silicon steel strip, is another typical flaw in the cold rolling procedure. It can bring about problems in downstream handling and influence the dimensional accuracy of the final item.
To solve waviness, exact control of the roll space and proper positioning of the rolls are necessary. Using innovative scale control systems and constant tracking of strip thickness can assist in maintaining uniformity. Changing the rolling parameters, such as decreasing price and roll rate, can also contribute to reducing waviness.
4. Inner Stress
Internal stress in silicon steel can cause distortion and dimensional instability in the end product. This stress is typically presented during the cold rolling process as a result of irregular contortion and cooling prices.
Mitigating internal stress and anxiety involves optimizing the rolling procedure specifications, including reduction of per pass and inter-pass time. Post-rolling heat therapies, such as annealing, can also be utilized to relieve inner stresses and support the material.
5. Burr Formation
Burr formation along the edges of the silicon steel strip is one more problem that can emerge throughout cold rolling. Burrs can create handling troubles and affect the last item’s high quality.
To lower burr formation, it is very important to preserve sharp and well-aligned cutting devices. Readjusting the rolling pressure and using edge-cutting equipment can aid in generating clean sides. Executing a precise edge-trimming procedure after rolling can also successfully remove any types of burrs that develop.
6. Thickness Variants
Achieving consistent thickness is vital in the manufacturing of silicon steel. Variants in thickness can impact the material’s performance, especially its magnetic properties.
Addressing thickness variants requires using innovative rolling mills geared up with automatic gauge control (AGC) systems. Regular calibration of dimension devices and preserving regular rolling conditions are also necessary. Checking the temperature level and rolling speed can help in achieving uniform thickness throughout the strip.
By recognizing and resolving these typical problems, it is possible to boost the high quality and performance of silicon steel generated via the cool rolling process. Continual improvement and fostering of sophisticated innovations play an important role in alleviating these problems and attaining ideal outcomes.

Recently, silicon steel cold rolling has seen significant developments, driven by the requirement for improved product constructions and more reliable manufacturing techniques. These developments intend to enhance the top quality of silicon steel, decrease production prices, and decrease ecological influence.
1. Automation and Process Control
Among the major innovations in silicon steel cold rolling technology is the integration of automation and sophisticated procedure control systems. Modern rolling mills are outfitted with advanced sensing units and control systems that continuously keep an eye on and readjust procedure parameters such as tension, density, and temperature level. This ensures consistent high quality and decreases the likelihood of issues. Real-time information analysis and response loopholes permit precise changes, enhancing the rolling procedure and enhancing performance.
2. High-strength Silicon Steel Grades
The advancement of new high-strength silicon steel qualities has been another key improvement. These grades use premium magnetic buildings, making them suitable for applications in transformers and electric motors. The cold rolling procedure for these innovative grades needs accurate control to preserve the desired microstructure and magnetic efficiency. Developments in metallurgical research study and rolling methods have made it feasible to create these high-strength qualities with better performance attributes.
3. Innovative Rolling Strategies
Ingenious rolling strategies, such as crooked rolling and versatile rolling, have also added to the advancement of the silicon steel cold rolling process. Uneven rolling involves using different roll rates or diameters for the leading and lower rolls, which can enhance product buildings and lower interior stresses. Versatile rolling allows for variable roll gap adjustments throughout the rolling procedure, making it possible in the production of complex accounts and tailored thickness variations.
4. Enhanced Surface Treatments
Advancements in surface area therapy technologies have considerably improved the high quality of silicon steel. Techniques such as laser texturing and electron beam of light irradiation are used to improve the surface properties of cold rolled silicon steel, bringing about much better magnetic performance and minimizing losses in electric applications. These therapies can produce accurate surface area patterns and enhance silicon steel’s general effectiveness.
5. Eco-friendly Technologies
Los factores ecológicos a considerar también han impulsado los avances técnicos en el laminado en frío del acero al silicio. El avance de los lubricantes ecológicos y los refrigerantes duraderos ha reducido el impacto ecológico del proceso de mudanza. Además, los avances en la gestión de residuos y las innovaciones en la reutilización han permitido más prácticas de fabricación. Los laminadores energéticamente eficientes y el uso de fuentes de energía sostenibles en la fabricación contribuyen además a la sostenibilidad ecológica del proceso de laminación en frío.
6. Toma de decisiones basada en datos
El fomento de procedimientos de toma de decisiones basados en datos ha cambiado el sector de laminación en frío de acero al silicio. Se utilizan grandes análisis de información y fórmulas de aprendizaje de fabricantes para pronosticar y evitar defectos, maximizar los cronogramas de laminación y mejorar la efectividad general de los procedimientos aprovechando los datos históricos y reales. -Seguimiento del tiempo, los productores pueden tomar decisiones informadas que mejoran la calidad del producto y el rendimiento operativo.
| Avances | Descripción | Ventajas |
| Control de automatización y refinamiento | Integración de unidades de detección y sistemas de control. | Calidad constante, menos problemas, mayor rendimiento |
| Grados de acero al silicio de alta resistencia | Avance de propiedades magnéticas excepcionales | Aumento de la eficiencia en transformadores y motores eléctricos. |
| Estrategias rodantes innovadoras | Métodos de laminado desiguales y flexibles. | Viviendas de productos mejoradas, tensiones interiores reducidas |
| Tratamientos de superficie mejorados | Texturizado por láser e irradiación con haz de electrones. | Mucho mejor eficiencia magnética y menores pérdidas. |
| Tecnologías ecológicas | Tubos verdes y seguimiento de residuos | Disminución del efecto ecológico, técnicas sostenibles. |
| Toma de decisiones basada en datos | Utilice big data y comprensión de las máquinas | Prever y evitar problemas, optimizar procedimientos |
1. ¿Cuál es el papel del acero al silicio en la industria?
El acero al silicio, también conocido como acero eléctrico, es esencial en la fabricación de transformadores, inductores y motores eléctricos debido a sus propiedades magnéticas únicas.
2. ¿Cuál es la importancia del proceso de laminación en frío en la producción de acero al silicio?
El proceso de laminación en frío es crucial para refinar la estructura del grano, mejorar las propiedades magnéticas y mejorar el acabado superficial y las propiedades mecánicas del acero al silicio.
3. ¿Cuáles son los pasos clave involucrados en el proceso de laminación en frío del acero al silicio?
Los pasos clave incluyen decapado, laminado en frío inicial, recocido intermedio, laminado en frío secundario, recocido final y procesos de acabado.
4. ¿Cuáles son los defectos comunes en el laminado en frío del acero al silicio y sus soluciones?
Los defectos comunes incluyen defectos superficiales, grietas en los bordes, ondulaciones, tensión interna, formación de rebabas y variaciones de espesor. Las soluciones incluyen el mantenimiento adecuado del equipo, el control de la tensión, los ajustes precisos de la separación de los rodillos y los tratamientos térmicos posteriores al laminado.
 Acero eléctrico de silicio
Acero eléctrico de silicio
 Chapa de acero laminado al silicio
Chapa de acero laminado al silicio
 Tira de acero al silicio no orientada
Tira de acero al silicio no orientada
